全自动大型粉末喷涂生产线
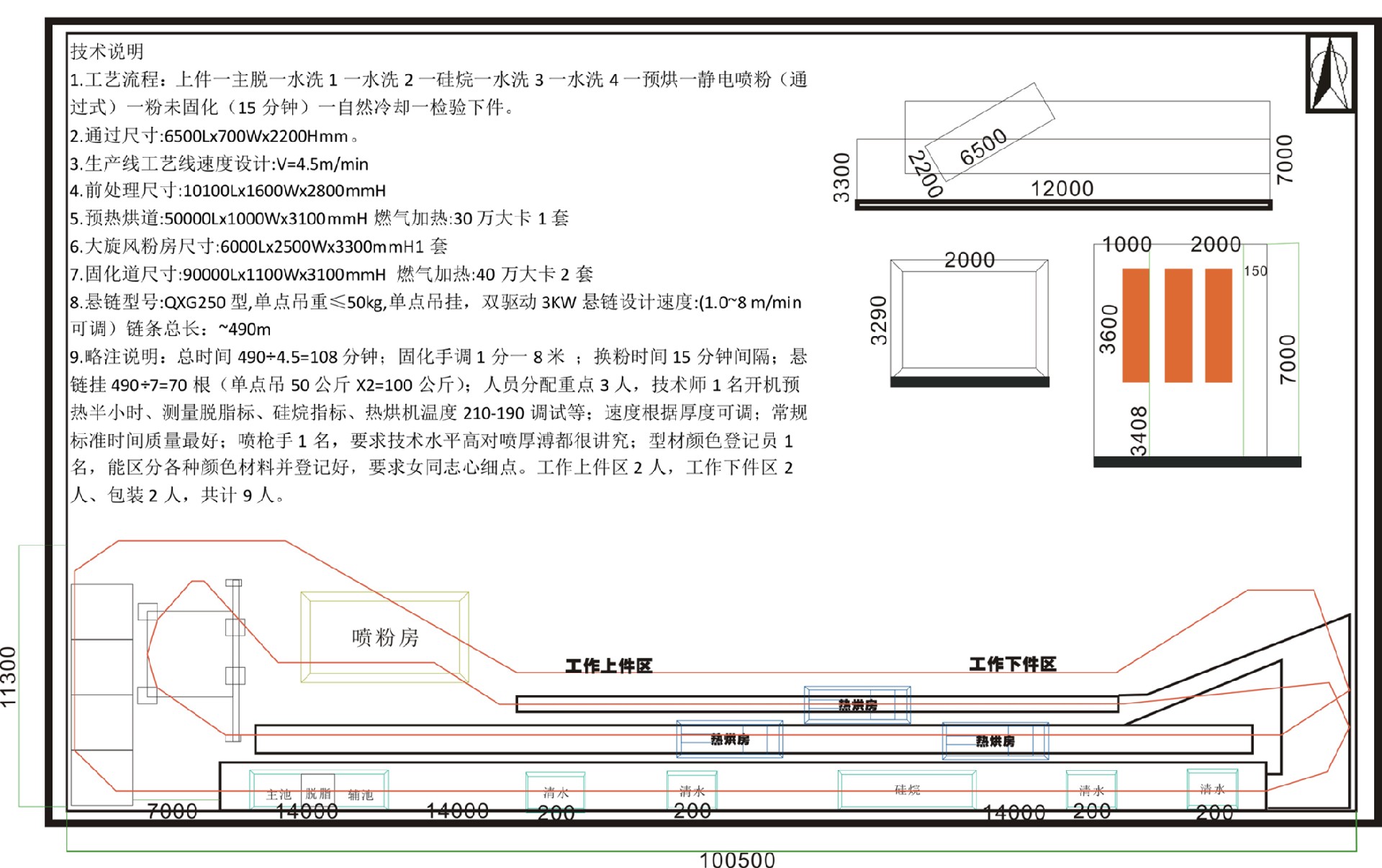
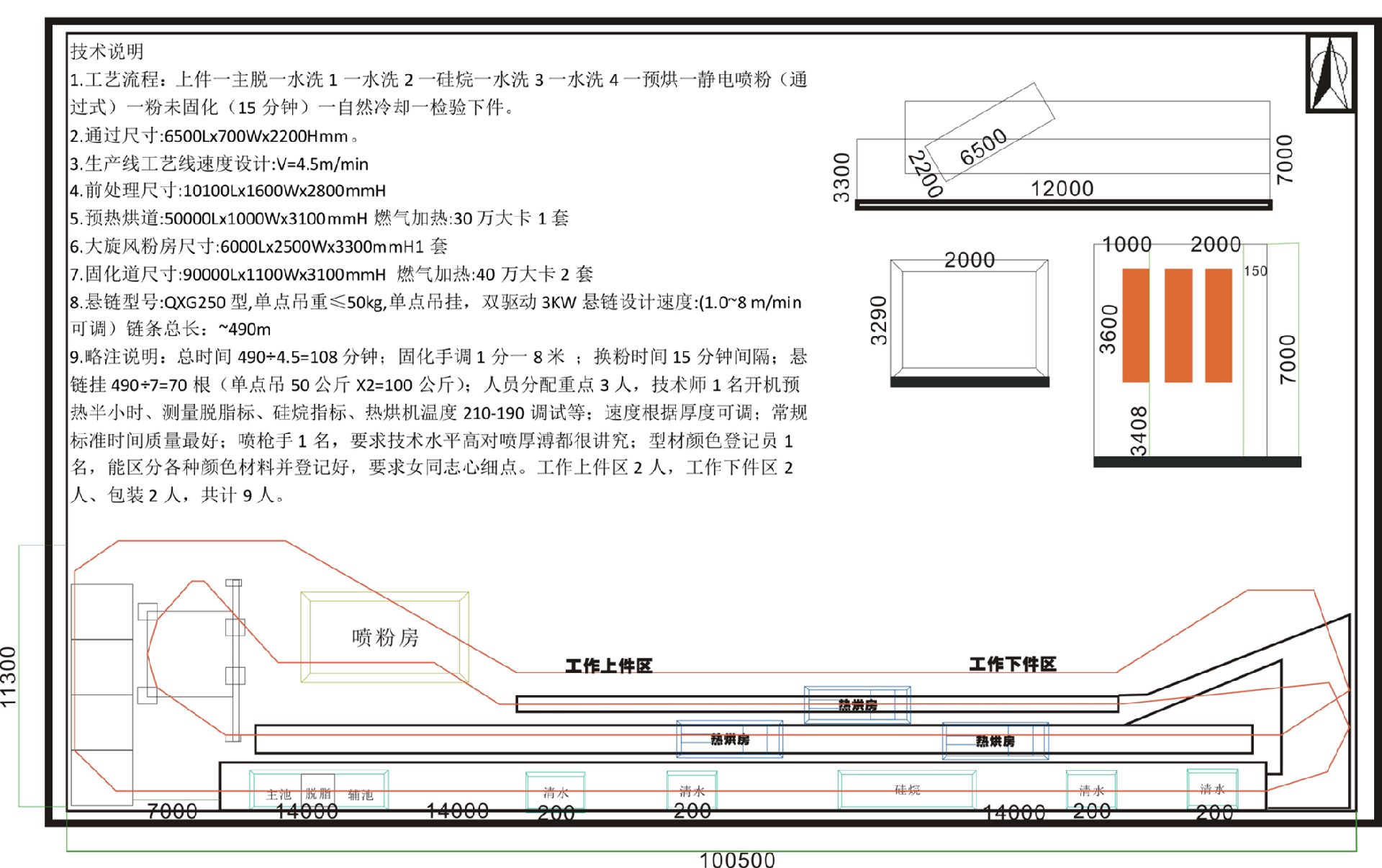
技术说明
工艺流程:上件一主脱一水洗1一水洗2一硅烷一水洗3一水洗4一预烘一静电喷粉(通过式)一粉未固化(15分钟)一自然冷却一检验下件。
略注说明:总时间490÷4.5=108分钟;固化手调1分一8米;换粉时间15分钟间隔;悬链挂490÷7=70根(单点吊50公斤X2=100公斤);人员分配重点3人,技术师1名开机预热半小时、测量脱脂标、硅烷指标、热烘机温度210-190调试等;速度根据厚度可调;常规标准时间质量最好;喷枪手1名,要求技术水平高对喷厚溥都很讲究;型材颜色登记员1名,能区分各种颜色材料并登记好,要求女同志心细点。工作上件区2人,工作下件区2人、包装2人,共计9人。
通过尺寸:6500Lx700Wx2200Hmm。
生产线工艺线速度设计:V=4.5m/min
前处理尺寸:10100Lx1600Wx2800mmH
预热烘道:50000Lx1000Wx3100mmH燃气加热:30万大卡1套
大旋风粉房尺寸:6000Lx2500Wx3300mmH1套
固化道尺寸:90000Lx1100Wx3100mmH
燃气加热:40万大卡2套
悬链型号:QXG250型,单点吊重≤50kg,单点吊挂,双驱动3KW悬链设计速度:(1.0~8m/min可调)链条总长:~490m


 服务热线:13921161511
服务热线:13921161511